

DeFelsko manufactures a hand-held, non-destructive coating thickness gage that is ideal for measuring the thickness of anodizing on aluminum.
Measurement Challenges
To efficiently control the thickness of the thin coatings of an anodizing process, an accurate non-destructive means of measurement is required.
A secondary challenge is the measurement of anodizing in small or hard-to-reach areas.
 Coating Thickness Measurement Solutions
Coating Thickness Measurement Solutions
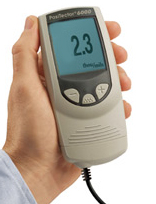
The PosiTector 6000 "N" series of eddy current gages are ideal for non-destructive measurement of nonconductive coatings on non-ferrous substrates. The PosiTector NAS probe is specifically designed for high resolution measurement of anodizing on aluminum. Though capable of measuring up to 625 μm (25 mils), the NAS probe is most accurate and provides its highest resolution under 100 μm (4 mils) which is within the expected range of most anodizing applications.

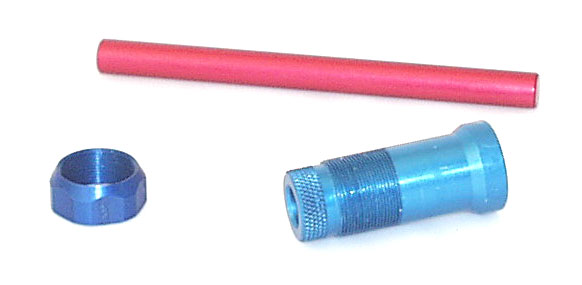
Figure 1 - NAS Measurement of Anodizing
When measuring small or hard-to-reach areas, the PosiTector N Microprobes are an ideal measurement alternative. With probe tips of either 0°, 45° or 90° readings can be taken in deep holes, on small ledges or on inside diameters. When a fixture or quick release adapter is used, N microprobes have identical specifications as the NAS probes.
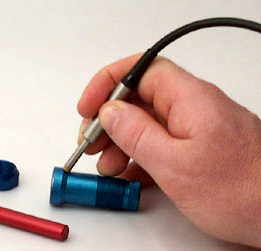
Figure 2 - N Microprobe Measurement of Anodizing
Free Consultation
For current pricing or to order these instruments, please contact us by telephone (315) 393-4450, fax (315) 393-8471, or e-mail techsale@defelsko.com. If you require additional technical information or have questions relating to your particular application, we encourage you to take advantage of our years of experience in recommending the best gage for your application.
Background on Anodizing
What is Anodizing?
Anodizing is an electrochemical conversion process in existence since the 1930s. Several metals are capable of being anodized including aluminum, magnesium, titanium, and tantalum. Anodized aluminum is used in many applications due to its low cost, aesthetic qualities and ideal mechanical properties.
Unlike most protective coatings, anodizing permanently changes the outer structure of the metal. When aluminum is exposed to air it naturally develops a thin aluminum oxide film that seals the aluminum from further oxidation. The anodizing process makes the oxidized surface much thicker, up to several thousandths of an inch thick. The hardness of the anodized aluminum oxide coating rivals that of a diamond, enhancing the abrasion resistance of the aluminum. The added depth of the oxide layer improves the corrosion resistance of the aluminum, while making cleaning of the surface easier. The porous nature of particular types of anodizing makes it possible to dye the aluminum a variety of colors, making it more attractive.
Anodizing typically ranges up to 5 mils thickness. The three most common variations of aluminum anodizing include chromic (type I), sulfuric (type II) and hard (type III).
Þ Chromic anodizing utilizes a chromic acid electrolyte and yields the thinnest coatings, only 0.02 to 0.1 mils thick (0.5 to 2.5 microns). 50% penetration into the substrate and 50% growth over original dimensions occurs. Chromic anodizing has the least effect on fatigue strength and is less corrosive, thus ideal for complex and difficult to rinse parts. Excellent for coating aluminum castings, most chromic anodized parts are used in military and aerospace applications and are more functional than decorative in nature.
Þ Sulfuric anodizing is the most common method of anodizing, utilizing sulfuric acid to yield coatings up to 1 mil (25 microns) thick. 67% penetration into the substrate and 33% growth over original dimensions occurs. Due to its permeable nature, sulfuric anodizing is excellent for color dyeing and provides a base for primers, bonding agents and organic coatings. Sulfuric anodizing provides corrosion resistance and is very durable. Typical applications include architecture, aerospace, manufacturing automotive and computers.
Þ Hard anodizing (a.k.a. hardcoating) utilizes a higher concentration sulfuric acid electrolyte at a lower temperature resulting in a tough outer skin with excellent abrasion resistance, corrosion resistance, color fade resistance, dielectric strength and surface hardness (Rockwell C-Scale up to 70). 50% penetration into the substrate and 50% growth over original dimensions occurs for a total thickness of 0.5 to 4 mils. Hard anodized metals have heightened surface roughness. Common uses include non-decorative food packing equipment, photocopier paper rolls, and exterior applications such as building storefronts and windows.
Aluminum Anodizing process
The aluminum part is hung on stripped aluminum or titanium racks ensuring good electrical contact. Throughout the anodizing process, parts are affixed and the racks are suspended in a series of tanks.
1. Aluminum part is dipped in a hot tank containing a soak cleaning agent to remove all surface dirt.
2. The part is rinsed to avoid contaminating the solution in subsequent tanks.
3. The next tank de-oxidizes the part with an acid solution (chromic, sulfuric, nitric or phosphoric) removing the thin, non-uniform aluminum oxide surface.
4. Again the part is rinsed to avoid tank contamination.
5. Etching is performed by suspending the part in a tank containing a sodium hydroxide solution. Etching removes the natural shine of the aluminum and provide a soft, matte, textured appearance.
6. The part is suspended in the anodizing tank, which contains a diluted acid and water mixture that is capable of permitting electrical current flow. The type of acid, percent solution and temperature are all critical parameters and dependent on the desired finish and color. The negative leg of the electrical circuit is connected to the rack of parts and the positive side of the circuit is connected to one or more "cathodes" that introduce electricity into the tank. Quantity and placement of the cathodes varies with the size and shape of the part as well as the total square footage of aluminum surface to be treated. Surfaces closest to the cathode will receive a thicker anodic coating. For normal sulfuric anodizing a DC power source capable of producing up to 24 volts is used, with the voltage held generally between 18 and 24 volts. The amount of current applied to the anodizing tank will vary depending on the amount of surface to be treated, as a rule between 12 and 16 amps are required for each square foot of coverage. The electrolyte solution is agitated during the anodizing process to provide uniform solution temperature. The anodizing tank process, under normal conditions, takes less than an hour.
7. To add color (dye), the part is dipped in a tank with a diluted, water soluble, organic dye. Each dye varies in the length of time and temperature for this immersion.
8. The final consideration in the anodizing process is sealing the now dyed outer surface so it doesn't sunlight bleach or stain. Unsealed, the porous outer surface has a lowered corrosion resistance. For non-dyed coatings, the anodized aluminum part is put into boiling de-ionized water for 20 to 30 minutes. This converts the unstructured pores of the aluminum oxide to a more solid crystalline hydrate form. If the anodized parts are dyed, the sealing process is performed for 3 to 5 minutes in a tank with a nickel acetate solution.
9. Hard anodizing, depending on the process, uses a mixture of sulfuric and oxalic acid. Relatively low temperatures are used along with a higher current and a much higher voltage. The “gray” oxide layer produced is typically 2 to 3 mils and is very dense, wear and corrosive resistant.
An alternative to racking is bulk anodizing which is more ideal for anodizing small, irregularly shaped parts such as rivets, ferrules and medical hubs. Instead of racks, parts are processed in perforated aluminum, plastic or titanium baskets. Whether you need coil or batch production, anodizing provides one of the best aluminum finishing options in the industry.
Another alternative is coil anodizing. Coiled aluminum is pre-anodized to lower finishing costs, save production time, and reduce material handling. Advantages of pre-anodized aluminum can be applied to most products that are fabricated from sheet or coil stock. Products that are made from extrusions, castings, rod bar, or plate are limited to piece anodizing processes such as racking or bulk.
Though most aluminum alloys will build aluminum oxide in an anodizing tank, they tend to anodize differently. Some alloys are more difficult to anodize while others anodize to slightly different shades of color. When anodized, various alloys provide different levels of workability (machining, grinding, polishing), environmental resistance properties, and dimensional stability.
Why Anodize?
Anodizing is a highly effective and desirable means of finishing aluminum. Some of the primary advantages of anodizing include:
Þ Durability - Most anodized parts experience no wear from handling, installation, usage and maintenance Adhesion - Anodizing is part of the aluminum for total bonding and unmatched adhesion.
Þ Color – Anodized parts maintain good color stability when exposed to ultraviolet rays, do not have an applied coating that is subject to chipping or peeling, and have a repeatable coloring process.
Þ Quality of original finish – Parts are not subject to marking from the original anodizing process.
Þ Maintenance - Mild soap-and-water cleaning usually will restore an anodized profile to its original appearance.
Þ Aesthetics - Anodizing offers a large number of gloss and color alternatives, while allowing the metallic appearance of the extruded aluminum to show through.
Þ Cost - Anodizing is a very cost-effective value compared to other finishing methods. In addition to low processing and maintenance costs, durability minimizes replacement costs.
Þ Environment, health and safety - Anodizing is favorable towards current governmental regulations because it is one of the most environmentally friendly industrial processes and is typically not harmful to human health. An anodized finish is chemically stable, will not decompose, is nontoxic, and is heat-resistant to the melting point of aluminum. Since the anodizing process is a reinforcement of a naturally occurring oxide process, it is non-hazardous and produces no harmful or dangerous by-products. Chemical baths used in the anodizing process often are reclaimed, recycled, and reused.
Why measure?
The anodizing process parameters have a significant influence on the properties of the oxide formed. If low temperatures and acid concentrations are used, it yields a less porous and harder coating. Higher temperatures and acid content, along with longer immersion times produces softer, more porous coatings. Minor changes to the alloy itself or any of these parameter can significantly affect the coating.
Through various process controls and measurement techniques, Anodizers are able to monitor, control and correct the anodized coating application. One of the most critical quality controls for anodizing is thickness. Thickness of anodizing can be measured non-destructively using an eddy current gage or by calculating weight per unit area. The simplicity of the eddy current method is not only more efficient than the calculation method, but also enable the inspector to verify that adequate anodizing occurs across all surfaces of the part.
Where is the Market?
Anodized products and components are used in thousands of commercial, industrial and consumer applications:
- Building products (curtain walls, roofing systems)
- commercial and residential products (vents, awnings, frames, fixtures)
- appliances (refrigerators, microwaves, coffee makers)
- food preparation equipment (pans, coolers, grills)
- home and office furniture (tables, beds, cabinets)
- sporting goods (golf carts, boats, camping and fishing equipment)
- motor vehicle components (trim, hubcaps, panels, nameplates)
- electronics (televisions, photography equipment)
- aerospace (satellite panels)